Email format error
Email cannot be empty
Email already exists
6-20 characters(letters plus numbers only)
The password is inconsistent
Email format error
Email cannot be empty
Email does not exist
6-20 characters(letters plus numbers only)
The password is inconsistent


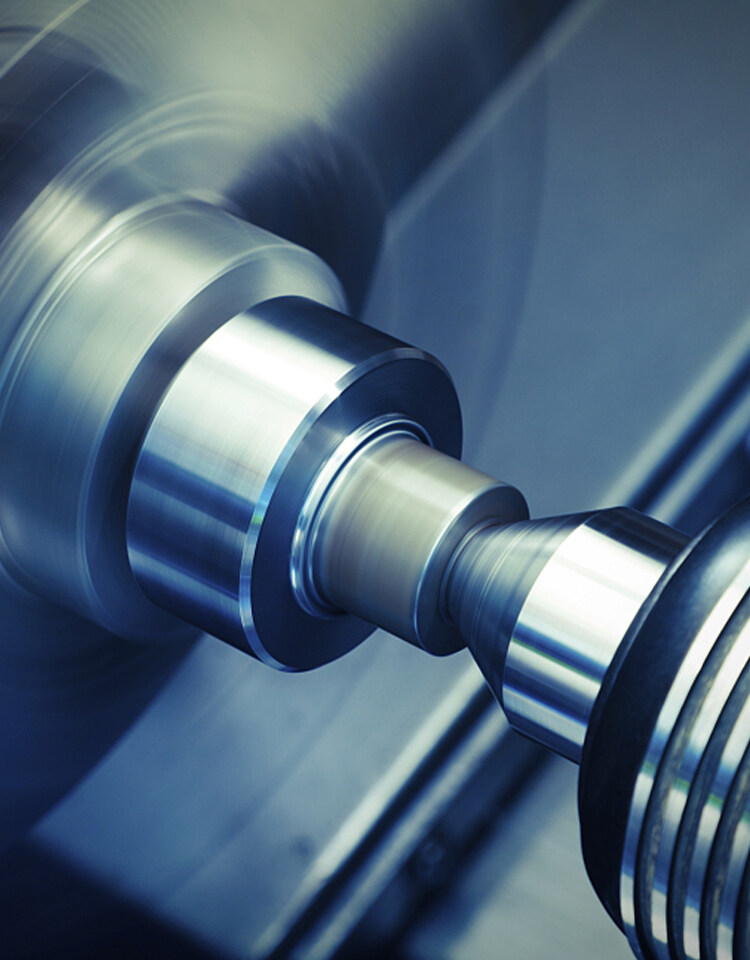
Characteristics Of slender Long Axis Of The Mechanical Machining
In the process of machining, the length diameter ratio L / D of many shaft parts is more than 25. Under the effect of cutting force, gravity and tip tightening force, the transverse slender shaft is very simple to bend or even lose stability. Therefore, it is necessary to improve the stress problem of slender shaft when turning slender shaft. Processing method: select reverse feed turning, select a series of effective methods such as reasonable tool parameters, cutting parameters, tensioning equipment and shaft sleeve tool holder.
(1) The rigidity of slender shaft is very poor. If the clamping is improper during turning, it is very simple to bend and deform due to the effect of cutting force and gravity Produce vibration, and then reduce the machining accuracy and make the appearance rough.
(2) The heat dissipation function of the slender shaft is poor, and the axial linear roughness is long. Under the effect of cutting heat, it will produce considerable linear expansion. If both ends of the shaft are fixed supports, it will be bent and deformed due to extrusion. When the shaft rotates at high speed, the centrifugal force caused by this bending will further aggravate the deformation of the shaft.
(3) Because the slender shaft is relatively long, it takes more time to move the tool at one time during machining, and the tool wear is large, which increases a few shape errors of the workpiece.
Due to the poor rigidity of slender long axis, it is easy to deform in machining, which has a great impact on machining accuracy and machining quality. Therefore, the following measures are often adopted in production.
Improve the clamping method of workpiece: During rough machining, due to the large cutting allowance and the large cutting force on the workpiece, the clamping method is generally adopted, and the elastic center is adopted for the tailstock center, which can make the workpiece extend freely in the axial direction. However, due to the limitation of the elasticity of the top, the axial elongation is also limited, so the jacking force is not very large. When cutting with high speed and large amount, there is a danger of making the workpiece leave the center. This phenomenon can be avoided by using karafa.
When finishing turning, the double apex method (at this time, the elastic apex should be used for the tailstock) is conducive to improve the accuracy, and the key is to improve the accuracy of the center hole.
Use heel rest: Heel rest is an extremely important accessory for turning slender shaft. The use of tool heel can offset the influence of radial cutting force during machining, so as to reduce cutting vibration and workpiece deformation. However, careful adjustment must be paid to make the center of tool heel consistent with the center of machine tool center.
Adopt reverse feed: Turning awesome shaft often makes the tool feed to the tailstock direction (at this time, the Cara tool should be installed), so that the direction of feed force applied to the workpiece is directed towards the tailstock, thus causing the axial elongation of the workpiece, while the Cara tool greatly reduces the bending deformation due to the elongation of the workpiece.
Turning tool for turning slender long axis: The turning tool for turning slender shaft generally has large rake angle and main deflection angle, so as to make the cutting light and reduce the radial vibration and bending deformation. A chip breaking groove is cut on the rake face of the roughing car knife, so that chip breaking is easy. The finishing tool often has a certain negative edge inclination, which makes the cutting flow to the surface to be machined.